
FMEA 4.0 Re-Thinking PFMEA Organization (ARTICLE 4)
From Process Functions to Value Streams
THE LEARNING LOOPINTELLIGENT MANUFACTURING TRANSFORMATIONRISK MANAGEMENT
Manfred Maiers
1/15/20264 min read


Abstract
Process Failure Modes and Effects Analysis (PFMEA) is a foundational tool for managing manufacturing and process risk in regulated industries. Yet many PFMEAs remain organized around abstract process functions—a legacy structure that fragments production flow, obscures real-world failure mechanisms, and becomes increasingly unmanageable as processes scale and change. This article presents a regulator-credible, operations-aligned alternative: organizing PFMEA around the actual value stream, using Value Stream Mapping (VSM) to capture process steps, handoffs, queues, inspection points, and rework loops, then assigning PFMEA attributes directly to each element of the flow.
The result is a PFMEA that reflects how products are truly built, improves traceability to production cells and controls, survives audits, and provides a structured foundation for digitalization and AI-enabled risk management.
1) Why PFMEAs Organized by Process Function Break Down
Organizing a PFMEA by Process Function often feels intuitive (“what does this step do?”), but it fails operationally because it’s not anchored to how product and information actually flow. Beyond the known issues (incomplete capture, lack of order, weak traceability, and Excel bloat), here are more failure patterns that repeatedly show up in audits and on the shop floor:
A. Coverage gaps hide in “in-between” work.
Function-based PFMEAs routinely miss risks that live between functions:
Handoffs between cells or shifts (ownership ambiguity)
Queues/WIP staging (mix-ups, damage, expiration, FIFO violations)
Transport and material movement (wrong container, ESD, contamination, handling damage)
Information flow failures (wrong traveler, missing revision, incorrect label/UDI, ERP/MES mismatch)
These risks don’t fit neatly under a “function,” so they get under-modeled.
B. Inconsistent granularity makes the PFMEA incoherent.
Teams mix levels of detail:
One “function” covers an entire cell; another covers a single screw torque.
Some functions reflect “what engineering intended,” others reflect “how operators actually do it”
Result: the PFMEA becomes hard to review, compare, or maintain.
C. Duplicate content and contradictory scoring proliferate.
Without a physical backbone, PFMEAs develop:
Repeated failure modes under multiple “functions”
Conflicting Severity/Occurrence/Detection scoring for the same underlying risk.
Multiple “owners” for the same control → no real owner in practice
D. Poor linkage to Control Plan, inspection strategy, and reaction plans.
Function-based structure makes it difficult to prove:
Which control plan line item mitigates which specific PFMEA risk?
Whether inspection coverage is complete and rational
Where reaction plans (containment, escalation, stop-the-line) apply.
Auditors often ask: “Show me how this PFMEA risk is controlled in production.” Function-based PFMEAs struggle to answer cleanly.
E. Weak change impact analysis (ECOs, tooling changes, line moves)
When you change:
A station
A fixture
A supplier part
A test method
…you want to know exactly which PFMEA entries are affected. Function-based PFMEAs make that subjective because the mapping to real stations/equipment is loose.
F. Operator ownership and usability collapse
Operators and supervisors think in:
Stations, cells, work instructions, checks, and rework loops
Not abstract “functions.”
So the PFMEA becomes a document “quality owns,” not a tool operations uses.
G. Rework and nonconformance loops get underrepresented.
In real factories, rework is a major risk amplifier:
Rework introduces extra handling, extra measurement, and extra decisions.
Rework often happens outside the “normal” function set
Function-based PFMEAs routinely under-model rework paths.
H. Excel becomes a failure mode.
Large function-based PFMEAs produce:
Massive sheets with poor navigability
Filter/sort chaos because there’s no stable flow order.
Review fatigue (teams stop seeing issues)
“Copy-paste PFMEA” behavior (risk of stale assumptions)
2) Use Value Stream Mapping (VSM) as the PFMEA Backbone
A Value Stream Map captures the real manufacturing system:
Process steps in sequence.
Material flow + information flow
Stations/cells, equipment, cycle time (optional)
Inspection/test points
Rework loops and queues/WIP.
Supplier inputs and customer outputs
Key advantage: VSM creates completeness by construction.
If it’s on the value stream, it must be evaluated. If it’s not on the value stream, ask why it exists.
This replaces the question:
“Did we capture all process functions?”
with:
“Did we map the actual production flow end-to-end?”
3) Mapping PFMEA Attributes to VSM Elements
Treat each VSM process step (including queues/hand-offs/inspection/rework) as an anchor node, then attach PFMEA content to that node.
For each VSM step, capture:
A. Process requirement / intended function
What must this step achieve (CTQ/CTP intent)?
What conditions must be met (spec limits, cleanliness, torque, alignment, etc.)?
B. Potential failure modes (flow-aware)
Include:
Step execution failures (wrong parameter, omission, incorrect assembly)
Flow failures (wrong part enters step, wrong revision, wrong routing)
Handoff failures (mix-ups, mislabeling, wrong queue location)
Queue/WIP failures (damage, expiry, contamination, ESD, FIFO)
C. Effects (multi-level)
Local effect (at station)
Downstream effect (next steps, test yield, rework)
End effect (field failure, patient risk, compliance impact)
D. Causes / mechanisms
Categorize by:
Man / Machine / Method / Material / Environment / Software
…and tie directly to station/equipment and human interaction points.
E. Current controls
Separate clearly:
Prevention controls (poka-yoke, fixture design, interlocks, automation, parameter lockouts)
Detection controls (inspection, test, SPC, vision systems, in-process checks)
F. Scoring + prioritization
Severity / Occurrence / Detection (or risk class)
Risk acceptability logic.
Required escalation thresholds.
G. Traceability
Link each PFMEA risk at that VSM step to:
Work instruction (WI)
Control plan line item.
Test method
Reaction plan
Equipment ID / station ID
NCR/CAPA where applicable
This is what turns PFMEA from “a spreadsheet” into “a controllable system.”
4) Comparison: Process Function vs Value Stream Organization
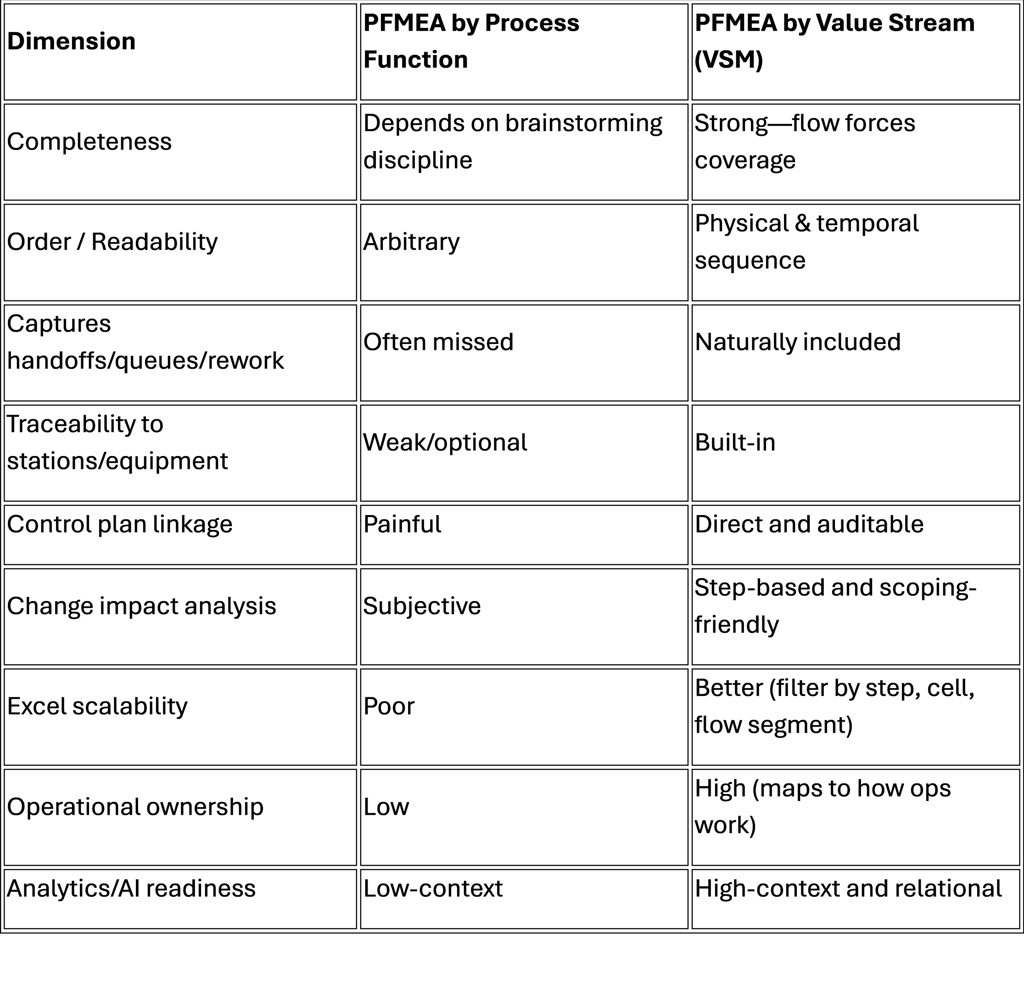
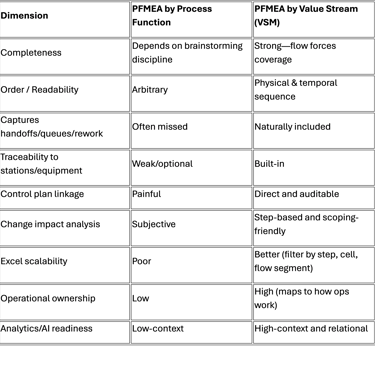
5) Strategic and Practical Benefits of VSM-Based PFMEA
Operational Excellence alignment
Highlights bottlenecks, rework loops, and risk concentration points
Fits Lean/Six Sigma thinking: flow, waste, constraints, standard work.
Shop-floor usability.
Supervisors can point to a step and say: “These are our risks and controls here.”
Easier training and layered process audits (LPAs)
Audit resilience
Auditors want traceability: PFMEA → Control Plan → WI/Test → Records
VSM makes it easy to prove “where” risks occur and “how” they’re controlled.
Digital and AI readiness
VSM-based PFMEA becomes a clean spine for:
relational databases
knowledge graphs
trend linking (scrap, NCR, CAPA, complaints)
AI-assisted risk reviews (because the context is explicit)
Optional Enhancers
A. Sample VSM-Based PFMEA Outline (Practical)
Organize the PFMEA with a top-level grouping by:
Value Stream Segment (e.g., Incoming → Sub-assembly → Final assembly → Test → Pack/Ship)
Step sequence within each segment
Risk items per step (one row per failure mode/cause)
B. Mini Example (One VSM Step)
VSM Step: “Final Assembly – Torque Fasteners” (Station FA-03, Tool TQ-07)
Requirement: torque to spec, correct fastener, correct sequence
Failure Modes: under-torque, over-torque, wrong fastener, missed fastener.
Effects: loose joint → functional failure; over-torque → cracked housing; wrong fastener → field failure
Causes: tool out of calibration, wrong program, operator error, kit mix-up
Controls: torque tool with program lock + calibration; presence check; audit torque verification
Trace: WI-FA-03, CP line 14, Calibration record, Reaction plan RP-FA-03
C. Migration Strategy (Legacy Excel PFMEA → VSM PFMEA)
Build/validate the VSM (include queues/rework/inspection)
Create step IDs and station/equipment mapping.
Move existing PFMEA rows into the right VSM steps.
Find newly revealed gaps (handoffs, WIP, rework)
Standardize scoring rules and control plan links.
Freeze the VSM backbone; iterate PFMEA content over time.
Bottom line
A Process-Function PFMEA reflects how people describe work.
A VSM-based PFMEA reflects how work actually happens—including the messy parts that create real failures.